język
język
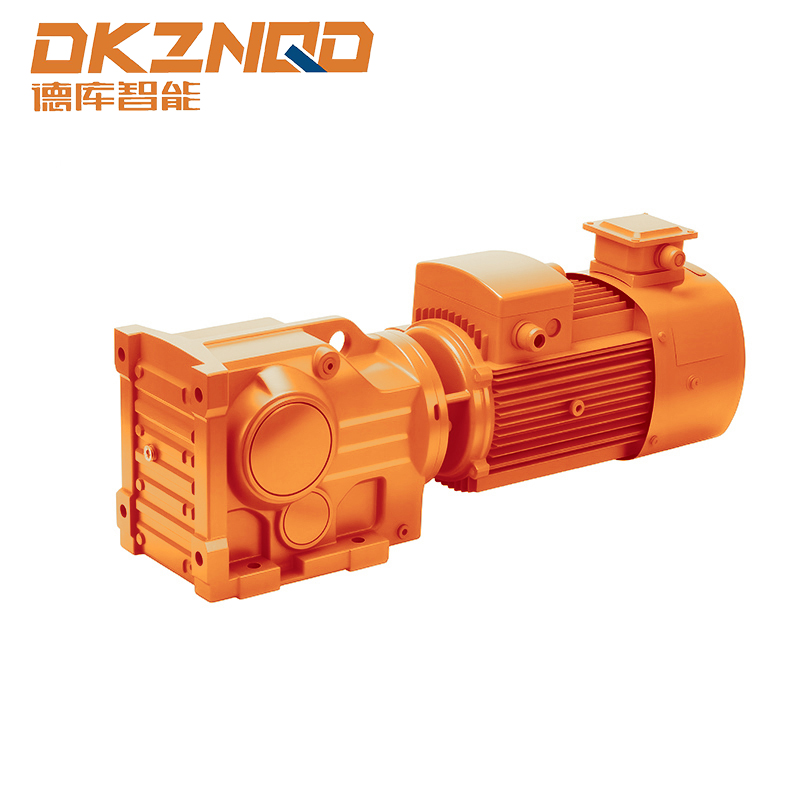
Podstawowe zasady działania motoreduktorów stożkowych i przekładni ślimakowych serii K
Stopień sprawności przemysłowych przekładni zębatych bezpośrednio określa zużycie energii, koszty operacyjne i długoterminową żywotność systemów automatyki przemysłowej. Do najpowszechniej stosowanych urządzeń przekładniowych należą m.in. Motoreduktor stożkowy serii K i przekładnie ślimakowe reprezentują dwie różne ścieżki techniczne, a ich wydajność stanowi podstawową różnicę dla nabywców przemysłowych B2B przy podejmowaniu decyzji o zakupie. Aby w pełni zrozumieć luki w wydajności, należy zacząć od podstawowych zasad działania i wewnętrznych projektów konstrukcyjnych, ponieważ czynniki te są głównymi przyczynami różnic w wydajności.
Motoreduktor walcowo-stożkowy serii K to precyzyjne urządzenie przekładniowe, które łączy w sobie przekładnie walcowe i przekładnie stożkowe. Konstrukcja przekładni ma konstrukcję kątową, łącząc w sobie gładkie zazębienie przekładni śrubowych i zalety przekładni zębatych stożkowych pod kątem prostym. Zęby przekładni są poddawane obróbce poprzez precyzyjne szlifowanie i hartowanie, tworząc ciągły i stabilny stan zazębienia podczas pracy. Moc przekazywana jest sekwencyjnie przez wiele par kół zębatych, przy minimalnym tarciu ślizgowym pomiędzy zębami przekładni, co stanowi solidną podstawę do wydajnej pracy.
Natomiast przekładnia ślimakowa opiera się na zazębieniu ślimaka i koła ślimakowego w celu uzyskania przeniesienia mocy. Ślimak jest zazwyczaj częścią napędową o strukturze spiralnej, a koło ślimakowe jest częścią napędzaną podobną do przekładni śrubowej. Struktura ta może osiągnąć duży jednostopniowy współczynnik redukcji i ma właściwości samoblokujące w określonych warunkach. Jednak w tej metodzie przekładni dominuje tarcie ślizgowe pomiędzy ślimakiem a kołem ślimakowym, co jest nieodłącznym czynnikiem prowadzącym do niższej wydajności w porównaniu z przekładniami opartymi na przekładniach.
Skład konstrukcyjny motoreduktorów stożkowych serii K
Podstawowe elementy motoreduktorów walcowo-stożkowych serii K obejmują precyzyjnie obrobione zestawy przekładni walcowych, zestawy przekładni zębatych stożkowych spiralnych, wały o dużej wytrzymałości, uszczelnione obudowy i łożyska o wysokiej wydajności. Przekładnie śrubowe mają nachyloną konstrukcję zębów, która umożliwia jednoczesne zazębienie się większej liczby zębów podczas pracy, redukując uderzenia i hałas. Przekładnie stożkowe są rozmieszczone pod kątem 90 stopni, zapewniając przenoszenie mocy pod kątem prostym bez dodatkowych elementów przekształcających.
Wszystkie elementy przekładni wykonane są z wysokiej jakości stali stopowej, poprzez procesy nawęglania, hartowania i szlifowania, zapewniające wysoką twardość powierzchni i precyzyjne profile zębów. Dopasowany luz pomiędzy zębatkami kontrolowany jest w bardzo małym zakresie, co nie tylko poprawia dokładność przekładni, ale także zmniejsza straty energii spowodowane tarciem powierzchni zębów. Zintegrowana konstrukcja silnika i skrzyni biegów eliminuje straty mocy powodowane przez niezależne elementy łączące, dodatkowo optymalizując ogólną wydajność operacyjną.
Skład konstrukcyjny przekładni ślimakowych
Przekładnia ślimakowa składa się głównie ze ślimaka, koła ślimakowego, korpusu skrzyni, łożysk i części uszczelniających. Ślimak jest zwykle wykonany ze stali hartowanej, a koło ślimakowe jest wykonane z odpornych na zużycie materiałów ze stopu brązu, aby zmniejszyć tarcie i zużycie. Jednostopniowa konstrukcja przekładni jest prosta, a przekładnię kątową można zrealizować bezpośrednio, co jest odpowiednie w sytuacjach z ograniczoną przestrzenią montażową oraz wymaganiami dotyczącymi niskiej prędkości i wysokiego momentu obrotowego.
Ze względu na tarcie ślizgowe pomiędzy ślimakiem a kołem ślimakowym podczas przenoszenia, dobór materiału i warunki smarowania mają decydujący wpływ na wydajność. Nawet przy zastosowaniu zoptymalizowanych materiałów i środków smarnych nie da się całkowicie wyeliminować tarcia ślizgowego, które jest nieuniknioną wadą konstrukcyjną przekładni ślimakowych i bezpośrednio ogranicza ich górną granicę sprawności.
Dane dotyczące wydajności rdzenia motoreduktorów walcowo-stożkowych serii K
Ocena efektywności jest kluczowym wskaźnikiem mierzącym zdolność konwersji energii motoreduktorów, odnoszącym się do stosunku mocy wyjściowej do mocy wejściowej w znamionowych warunkach pracy. Motoreduktor walcowo-stożkowy serii K, dzięki zoptymalizowanej konstrukcji przekładni i precyzyjnemu procesowi produkcji, osiąga wiodącą w branży wydajność, co jest głównym powodem, dla którego jest preferowany w scenariuszach przemysłowych wymagających wysokiej wydajności.
Przy obciążeniu znamionowym i standardowych warunkach pracy kompleksowa wydajność Motoreduktor stożkowy serii K może dotrzeć 94% do 96% , co jest najwyższym poziomem w wyposażeniu przekładni kątowej. Na te dane dotyczące wydajności nie ma wpływu stopień redukcji w szerokim zakresie, utrzymując stabilną wydajność od małych do dużych przełożeń redukcji.
Wydajność w różnych warunkach obciążenia
Stabilność wydajności motoreduktorów walcowo-stożkowych serii K w warunkach zmiennego obciążenia jest jedną z ich podstawowych zalet. W zastosowaniach przemysłowych sprzęt często działa w warunkach bez obciążenia, pod niewielkim obciążeniem, przy obciążeniu znamionowym i w warunkach przeciążenia, a zakres zmian wydajności wpływa bezpośrednio na rzeczywisty efekt oszczędzania energii.
- Poniżej 100% obciążenia znamionowego: wydajność jest utrzymywana na poziomie 94% - 96% , osiągając optymalny stan pracy
- Poniżej 75% obciążenia znamionowego: wydajność jest 93% - 95% , prawie bez tłumienia
- Poniżej 50% obciążenia znamionowego: wydajność jest 92% - 94% , wciąż utrzymując wysoki poziom
- Poniżej 25% obciążenia znamionowego: wydajność jest 90% - 92% , zakres tłumienia jest znacznie niższy niż w przypadku podobnych produktów
Ta stabilna wydajność zapewnia, że motoreduktor walcowo-stożkowy serii K może utrzymać niskie zużycie energii podczas długotrwałej pracy przerywanej lub ciągłej pracy ze zmiennym obciążeniem, znacznie zmniejszając koszty operacyjne urządzeń przemysłowych.
Zmiany wydajności przy różnych stopniach redukcji
Motoreduktor walcowo-stożkowy serii K wykorzystuje wielostopniową konstrukcję przekładni zębatej, a wydajność zmienia się bardzo niewiele wraz ze wzrostem przełożenia. W przypadku modeli redukcji jednostopniowej wydajność może osiągnąć 95% - 96% ; w przypadku modeli redukcji dwustopniowej wydajność wynosi 94% - 95% ; w przypadku modeli redukcji trójstopniowej skuteczność jest nadal tak wysoka, jak 93% - 94% .
Nawet w scenariuszach zastosowania dużych przełożeń, utrata sprawności każdego dodatkowego stopnia przekładni jest kontrolowana poniżej 1%, co jest niezastąpioną zaletą przekładni ślimakowych. Ta cecha sprawia, że motoreduktor walcowo-stożkowy serii K nadaje się do zastosowań w przekładniach o wysokiej precyzji, zarówno przy dużych przełożeniach redukcji, jak i wymaganiach dotyczących wysokiej wydajności.
Wpływ środowiska operacyjnego na efektywność
Motoreduktor walcowo-stożkowy serii K ma duże możliwości dostosowania do środowiska operacyjnego. W zakresie temperatur otoczenia od -20°C do 40°C jego wydajność pozostaje zasadniczo niezmieniona. Całkowicie zamknięty układ smarowania zapewnia dobry stan smarowania przekładni przez długi czas, zmniejszając straty tarcia i utrzymując stabilną wydajność.
Po 10 000 godzinach testu ciągłej pracy, tłumienie wydajności motoreduktora walcowo-stożkowego serii K jest mniejsze niż 1% co oznacza, że może on utrzymywać wysoką sprawność pracy przez cały okres użytkowania, bez istotnego spadku sprawności na skutek długotrwałego użytkowania.
Podstawowe dane dotyczące wydajności przekładni ślimakowych
Jako tradycyjne urządzenie do transmisji kątowej, przekładnie ślimakowe mają zalety prostej konstrukcji, niskiego kosztu i funkcji samoblokowania, ale ich wydajność jest znacznie niższa niż w przypadku motoreduktorów walcowo-stożkowych serii K. Na sprawność przekładni ślimakowych duży wpływ mają właściwości konstrukcyjne, przełożenie redukcji i warunki obciążenia, przy dużym zakresie tłumienia i niskim poziomie ogólnym.
W warunkach obciążenia znamionowego najwyższą sprawność mają tylko standardowe przekładnie ślimakowe 70% - 85% , czyli o 10 do 25 punktów procentowych mniej niż w przypadku motoreduktorów walcowo-stożkowych serii K. Ta luka w wydajności bezpośrednio prowadzi do wyższego zużycia energii i wytwarzania większej ilości ciepła podczas pracy, ograniczając jej zastosowanie w scenariuszach charakteryzujących się wysoką wydajnością i długoterminową pracą ciągłą.
Wydajność w różnych warunkach obciążenia
Sprawność przekładni ślimakowych jest niezwykle wrażliwa na zmiany obciążenia, a osłabienie sprawności jest bardzo oczywiste w warunkach niewielkiego obciążenia, co stanowi główną wadę w porównaniu z motoreduktorami.
- Poniżej 100% obciążenia znamionowego: wydajność jest 70% - 85% , osiągając maksymalną wartość sprawności
- Poniżej 75% obciążenia znamionowego: wydajność spada do 65% - 80%
- Poniżej 50% obciążenia znamionowego: wydajność jest 55% - 70% , ze znacznym spadkiem
- Poniżej 25% obciążenia znamionowego: wydajność jest only 40% - 55% , strata jest niezwykle duża
W stanie niewielkiego obciążenia większość energii wejściowej przekładni ślimakowej jest przekształcana w energię cieplną w wyniku tarcia ślizgowego, co powoduje poważne straty energii. Ta cecha sprawia, że nie nadaje się do sprzętu, który pracuje pod niewielkim obciążeniem przez długi czas.
Zmiany wydajności przy różnych stopniach redukcji
Sprawność przekładni ślimakowych ma silną ujemną korelację z przełożeniem redukcyjnym, a sprawność gwałtownie maleje wraz ze wzrostem przełożenia, co jest fatalnym błędem w stosowaniu dużych przełożeń.
- Jednostopniowy współczynnik redukcji 10:1: wydajność wynosi 80% - 85%
- Jednostopniowy współczynnik redukcji 30:1: wydajność spada do 70% - 75%
- Jednostopniowy współczynnik redukcji 50:1: tylko wydajność 60% - 65%
- Dwustopniowy współczynnik redukcji powyżej 100:1: wydajność jest niższa niż 50%
Im większy stopień redukcji, tym większe tarcie ślizgowe pomiędzy ślimakiem a kołem ślimakowym i tym poważniejsze straty energii. W scenariuszach przemysłowych wymagających dużych przełożeń redukcyjnych zastosowanie przekładni ślimakowych doprowadzi do znacznego wzrostu kosztów energii.
Funkcja samoblokowania i kompromis w zakresie wydajności
Część przekładni ślimakowych ma funkcję samoblokowania, która może zapobiec cofaniu się ładunku po zatrzymaniu silnika i nadaje się do podnoszenia i pochylonych urządzeń transmisyjnych. Funkcji samoblokującej towarzyszy jednak wyjątkowo niska sprawność, a sprawność samoblokujących przekładni ślimakowych wynosi jedynie 30% - 50% w każdych warunkach pracy.
Ten kompromis między funkcjonalnością a wydajnością sprawia, że samoblokująca przekładnia ślimakowa ma zastosowanie tylko w specjalnych scenariuszach o niskich wymaganiach dotyczących wydajności i wysokich wymaganiach bezpieczeństwa i nie może zaspokoić potrzeb energooszczędnej produkcji przemysłowej.
Analiza porównawcza wskaźników sprawności pomiędzy motoreduktorami walcowo-stożkowymi serii K i przekładniami ślimakowymi
Dzięki niezależnej analizie danych dotyczących wydajności dwóch typów przekładni zębatych można jasno określić podstawową lukę w ich wydajności. Dla odbiorców przemysłowych B2B te dane porównawcze stanowią kluczową podstawę do wyboru sprzętu odpowiadającego potrzebom produkcyjnym i kontrolowania kosztów operacyjnych. Poniżej zostanie przeprowadzone kompleksowe porównanie wielu wymiarów, takich jak wydajność znamionowa, zdolność dostosowania obciążenia, wpływ współczynnika redukcji i długoterminowa stabilność pracy.
Obszerna tabela porównawcza danych dotyczących wydajności
| Elementy porównania | Motoreduktor stożkowy serii K | Przekładnia ślimakowa |
| Znamionowa wydajność obciążenia | 94% - 96% | 70% - 85% |
| Wydajność przy niewielkim obciążeniu (25%) | 90% - 92% | 40% - 55% |
| Duża wydajność współczynnika redukcji | 93% - 94% | Poniżej 50% |
| Długotrwałe tłumienie działania | Mniej niż 1% | 5% - 10% |
| Efektywność konwersji energii | Wysokie, minimalne wytwarzanie ciepła | Niskie, duże wytwarzanie ciepła |
Dane w tabeli wyraźnie pokazują, że motoreduktor walcowo-stożkowy serii K ma absolutną przewagę we wszystkich wskaźnikach wydajności, przy ogólnej wydajności 20% - 30% wyższe niż średnio w przypadku przekładni ślimakowych. Ta luka w wydajności pogłębi się, powodując ogromne różnice w kosztach w długoterminowej produkcji przemysłowej.
Porównanie zużycia energii w rzeczywistych zastosowaniach przemysłowych
Biorąc za przykład przemysłowy system przesyłowy o mocy 5,5 kW, pracujący 8 godzin na dobę i 300 dni w roku, roczną różnicę zużycia energii pomiędzy obydwoma urządzeniami oblicza się na podstawie średniej sprawności:
Roczny pobór mocy motoreduktora stożkowego serii K: 5,5KW × 8h × 300d ÷ 0,95 ≈ 13895 kWh
Roczny pobór mocy przekładni ślimakowej: 5,5KW × 8h × 300d ÷ 0,75 ≈ 17600 kWh
Roczna różnica w zużyciu energii pomiędzy nimi wynosi 3705 kWh . W przypadku dużych przedsiębiorstw przemysłowych wyposażonych w setki urządzeń transmisyjnych roczny koszt energii zaoszczędzony dzięki zastosowaniu motoreduktorów walcowo-stożkowych serii K jest bardzo znaczny, co może szybko zrekompensować początkową różnicę w kosztach zakupu.
Porównanie wytwarzania ciepła i stabilności operacyjnej
Wydajność jest bezpośrednio powiązana z wytwarzaniem ciepła podczas pracy. Niska sprawność przekładni ślimakowych oznacza, że więcej energii elektrycznej zamienia się w energię cieplną, co będzie prowadzić do ciągłego wzrostu temperatury urządzeń. Podczas ciągłej pracy temperatura powierzchni przekładni ślimakowych może osiągnąć 60°C - 80°C, a wewnętrzny olej smarujący jest podatny na starzenie się i awarie, zwiększając ryzyko zużycia i awarii podzespołów.
Motoreduktor walcowo-stożkowy serii K charakteryzuje się wysoką wydajnością konwersji energii, mniejszym wytwarzaniem ciepła, a temperatura robocza jest kontrolowana w zakresie 30°C - 45°C przez długi czas. Niska temperatura pracy nie tylko chroni olej smarowy i elementy wewnętrzne, ale także poprawia stabilność operacyjną i żywotność sprzętu, zmniejszając częstotliwość konserwacji i wymiany.
Czynniki wpływające na różnicę wydajności między dwoma urządzeniami przekładniowymi
Znacząca różnica w wydajności między motoreduktorami walcowo-stożkowymi serii K a przekładniami ślimakowymi nie jest przypadkowa, ale zależy od wielu nieodłącznych czynników, w tym trybu przekładni, kształtu zazębienia przekładni, procesu produkcyjnego, doboru materiałów i projektu smarowania. Zrozumienie tych czynników może pomóc nabywcom przemysłowym w głębokim zrozumieniu zasadniczej różnicy między tymi dwoma urządzeniami i podejmowaniu bardziej naukowych decyzji zakupowych.
Tryb transmisji i forma tarcia
Motoreduktor walcowo-stożkowy serii K wykorzystuje przekładnię z tarciem tocznym. Przekładnie śrubowe i stożkowe pozostają w ciągłym kontakcie tocznym podczas zazębiania się, współczynnik tarcia jest wyjątkowo niski, a straty energii spowodowane tarciem są minimalne. Tarcie toczne jest najbardziej wydajnym trybem transmisji w przekładniach mechanicznych, co jest głównym powodem wysokiej wydajności motoreduktorów.
Przekładnia ślimakowa przyjmuje przekładnię ślizgową. Ślimak i koło ślimakowe ślizgają się względem siebie podczas zazębiania, współczynnik tarcia jest duży, a duże zużycie energii odbywa się w postaci ciepła. Tarcie ślizgowe jest z natury nieefektywne, co jest podstawowym czynnikiem ograniczającym skuteczność przekładni ślimakowych i nie można go całkowicie poprawić poprzez optymalizację konstrukcyjną lub materiałową.
Precyzja produkcji i jakość montażu
Motoreduktor stożkowy serii K przyjmuje precyzyjną obróbkę szlifowania CNC, dokładność profilu zęba koła zębatego osiąga stopień 5-6, luz montażowy jest ściśle kontrolowany, a zazębienie przekładni jest bardziej wystarczające. Wysoka precyzja wykonania zapewnia, że każdy bieg może zapewnić optymalny efekt przekładni, redukując dodatkowe straty mocy spowodowane złym zazębieniem.
Precyzja wykonania przekładni ślimakowych jest stosunkowo niska, dokładność obróbki profilu zęba wynosi 7-8, a luz montażowy jest duży. Niewystarczające zazębienie ślimaka z kołem ślimakowym jeszcze bardziej zwiększy straty tarcia i zmniejszy rzeczywistą wydajność roboczą. Różnica w precyzji wykonania bezpośrednio zwiększa różnicę w wydajności pomiędzy obydwoma urządzeniami.
Wybór materiału i obróbka powierzchni
Materiały przekładniowe motoreduktorów walcowo-stożkowych serii K to stal stopowa o wysokiej wytrzymałości, z obróbką powierzchniową nawęglania i hartowania, twardością powierzchni powyżej HRC58-62, o wysokiej odporności na zużycie i niskim współczynniku tarcia. Zoptymalizowane dopasowanie materiałów zmniejsza straty tarcia pomiędzy zębami przekładni i utrzymuje stabilną wydajność przez długi czas.
Koło ślimakowe przekładni ślimakowej wykonane jest ze stopu brązu, który ma dobrą odporność na zużycie, ale stosunkowo wysoki współczynnik tarcia. Nawet przy najlepszym dopasowaniu materiału tarcie ślizgowe między stalą a brązem jest znacznie wyższe niż tarcie toczne między przekładniami ze stali stopowej, które nie mogą zmienić właściwości o niskiej wydajności.
Projekt układu smarowania
Motoreduktor walcowo-stożkowy serii K jest wyposażony w profesjonalny układ smarowania, który może wytworzyć jednolity i stabilny film olejowy na powierzchni przekładni, oddzielając zęby przekładni i zmniejszając tarcie bezpośrednie. Całkowicie zamknięta konstrukcja zapobiega zanieczyszczeniu olejem smarowym i zapewnia długoterminową skuteczność efektu smarowania.
Na efekt smarowania przekładni ślimakowych łatwo wpływa tarcie ślizgowe. Wysoka temperatura powstająca podczas pracy przyspiesza rozcieńczanie i niszczenie oleju smarowego, uniemożliwiając utworzenie pełnego filmu olejowego. Pogorszenie warunków smarowania spowoduje dalsze zmniejszenie wydajności i powstanie błędne koło.
Wytyczne dotyczące wyboru dla nabywców przemysłowych B2B w oparciu o wymagania dotyczące wydajności
W przypadku nabywców przemysłowych B2B wybór między motoreduktorami walcowo-stożkowymi serii K a przekładniami ślimakowymi powinien opierać się na rzeczywistych warunkach pracy, wymaganiach dotyczących wydajności i budżecie kosztowym sprzętu. 20% uwagi przy podejmowaniu decyzji powinno skupiać się na dopasowaniu wydajności sprzętu do potrzeb produkcyjnych, a 80% powinno koncentrować się na wydajności produktu, żywotności i długoterminowych kosztach operacyjnych. Poniżej przedstawiono ukierunkowane wskazówki dotyczące wyboru dla różnych scenariuszy zastosowań.
Scenariusze odpowiednie dla motoreduktorów stożkowych serii K
Motoreduktor walcowo-stożkowy serii K jest pierwszym wyborem w scenariuszach przemysłowych wymagających wysokiej wydajności, oszczędności energii i długoterminowej stabilnej pracy i jest szeroko stosowany w różnych zautomatyzowanych liniach produkcyjnych, maszynach pakujących, sprzęcie do przetwarzania żywności, systemach transportu logistycznego itp.
- Scenariusze ciągłej pracy: sprzęt pracujący 24 godziny na dobę, wysoka wydajność może znacznie zmniejszyć zużycie energii
- Scenariusze pracy przy zmiennym obciążeniu: stabilna wydajność przy małym i dużym obciążeniu, brak dużego tłumienia
- Wymagania dotyczące dużego współczynnika redukcji: utrzymuj wysoką wydajność przy dużych współczynnikach redukcji, bez znaczących strat
- Projekty priorytetowe w zakresie oszczędzania energii: krajowe projekty transformacji przemysłowej w zakresie oszczędzania energii i redukcji emisji
- Okazje do transmisji o wysokiej precyzji: zautomatyzowane linie produkcyjne z rygorystycznymi wymaganiami dotyczącymi dokładności transmisji
W tych scenariuszach można w pełni wykorzystać zalety wysokiej wydajności motoreduktora walcowo-stożkowego serii K, a zaoszczędzone koszty energii mogą zrównoważyć wyższą inwestycję początkową w ciągu 1-2 lat, zapewniając wyższą opłacalność w dłuższej perspektywie.
Scenariusze odpowiednie dla przekładni ślimakowych
Przekładnie ślimakowe nadają się tylko do określonych scenariuszy o niskich wymaganiach dotyczących wydajności, potrzebach samoblokujących lub ograniczonym budżecie i nie są zalecane do urządzeń pracujących w sposób ciągły przez długi czas.
- Scenariusze pracy przerywanej: sprzęt, który działa przez krótki czas i ma długi czas czuwania
- Scenariusze wymagające samoblokowania: maszyny dźwigowe, pochyłe przenośniki taśmowe itp.
- Mały sprzęt małej mocy: małe maszyny domowe, sprzęt eksperymentalny o małej mocy
- Sprzęt do użytku tymczasowego: tymczasowe maszyny budowlane, krótkoterminowe urządzenia testowe
W tych scenariuszach niski koszt i funkcja samoblokowania przekładni ślimakowych są głównymi czynnikami wyboru, a wada związana z niską wydajnością ma niewielki wpływ na całkowity koszt produkcji.
Długoterminowa analiza kosztów i korzyści dla kupujących
Kupując sprzęt do przekładni przemysłowych, nabywcy B2B powinni nie tylko skupić się na początkowej cenie zakupu, ale także przeprowadzić analizę kosztów w pełnym cyklu życia. Pełny cykl życia obejmuje koszt zakupu, koszt energii, koszt konserwacji i koszt wymiany.
Cena zakupu motoreduktorów walcowo-stożkowych serii K jest o 30% -50% wyższa niż w przypadku przekładni ślimakowych, ale roczny koszt energii jest o 20% -30% niższy, koszt konserwacji jest o 50% niższy, a żywotność jest dwukrotnie dłuższa. W przypadku urządzeń przemysłowych o żywotności przekraczającej 5 lat całkowity koszt stosowania motoreduktorów walcowo-stożkowych serii K wynosi 20% - 40% mniej niż w przypadku przekładni ślimakowych, z oczywistymi korzyściami ekonomicznymi.
Często zadawane pytania dotyczące wskaźników wydajności motoreduktorów stożkowych i przekładni ślimakowych serii K
P1: Jaka jest maksymalna różnica wydajności między motoreduktorem walcowo-stożkowym serii K a przekładnią ślimakową?
Maksymalna różnica wydajności, jaką można osiągnąć 50% , zwłaszcza przy niewielkim obciążeniu i dużym przełożeniu redukcji.
P2: Czy wydajność motoreduktora walcowo-stożkowego serii K znacznie spadnie po długotrwałym użytkowaniu?
Nie, tłumienie wydajności jest mniejsze niż 1% po 10 000 godzin ciągłej pracy, z wyjątkowo wysoką stabilnością.
P3: Czy przekładnie ślimakowe mogą osiągnąć taką samą wydajność jak motoreduktory walcowo-stożkowe serii K poprzez optymalizację?
Nie, tarcie ślizgowe jest nieodłączną wadą konstrukcyjną i wydajności nie można poprawić do poziomu przekładni zębatej.
P4: Czy wysoka wydajność motoreduktora stożkowego serii K jest odpowiednia dla wszystkich scenariuszy przemysłowych?
Nadaje się do większości scenariuszy ciągłego i zmiennego obciążenia i jest najlepszym wyborem w przypadku energooszczędnej produkcji przemysłowej.
P5: Ile energii można zaoszczędzić rocznie, wymieniając przekładnię ślimakową na motoreduktor walcowo-stożkowy serii K?
Biorąc za przykład sprzęt o mocy 5,5 kW, roczna oszczędność energii wynosi około 3705 kWh, a im większa moc, tym bardziej oczywisty jest efekt oszczędności energii.
P6: Czy motoreduktor walcowo-stożkowy serii K ma funkcję przekładni kątowej, taką jak przekładnia ślimakowa?
Tak, przyjmuje konstrukcję kątową, która może realizować przenoszenie mocy pod kątem 90 stopni przy zachowaniu wysokiej wydajności.
P7: Jaki jest wpływ wydajności na żywotność sprzętu przekładniowego?
Wysoka wydajność oznacza mniejsze wytwarzanie ciepła i mniejsze zużycie, a żywotność motoreduktora walcowo-stożkowego serii K jest dwukrotnie większa niż w przypadku przekładni ślimakowych.
P8: Czy częstotliwość konserwacji smarowania motoreduktora walcowo-stożkowego serii K jest wyższa niż w przypadku przekładni ślimakowych?
Nie, całkowicie zamknięta konstrukcja zmniejsza częstotliwość konserwacji, a koszty konserwacji są niższe niż w przypadku przekładni ślimakowych.
 05 czerwca 2025 r
05 czerwca 2025 r